



特點:結(jié)構(gòu)簡單,體積小,,一般中小型無心磨床采用這種結(jié)構(gòu)形式,。如M1020A,、MT1040A、M1050A,、M10100、MG1020,、MG10100、MS10100等產(chǎn)品均屬于這種結(jié)構(gòu)形式,。2,、砂輪架移動式砂輪架移動式無心外圓磨床,,這種形式的無心磨床的托架固定在床身上,砂輪架和導(dǎo)輪架相對托架可作調(diào)整運動,,特殊情況下可做進(jìn)給運動,。這類無心磨床的砂輪、導(dǎo)輪主軸多數(shù)采用雙支承結(jié)構(gòu)形式,。特點:因為托架固定在床身上,,所以工件中心相對床身是固定的,因此可以在機(jī)床上附設(shè)各種送料裝置或自動上下料機(jī)構(gòu),。全自動無心磨床必須采用這種結(jié)構(gòu)形式。中型無心磨床如MGT1050,、M11100、M11100A,、M10200,、MG10200A,、MZT10400、M11200等產(chǎn)品均屬于這類結(jié)構(gòu)形式,。3、傾斜式傾斜式無心外圓磨床,,這種形式的砂輪,、導(dǎo)輪中心連線與水平面傾斜α角,。托架固定在床身上,砂輪,、導(dǎo)輪主軸為雙支承結(jié)構(gòu),。導(dǎo)輪架相對托架可做調(diào)整運動,,砂輪架作進(jìn)給補(bǔ)償運動。特點:由于機(jī)床傾斜α角后,,工件對導(dǎo)輪表面的法向壓力相對增加,從而增加了工件與導(dǎo)輪表面的摩擦力,,對于帶動大型,、重型工件的回轉(zhuǎn)提供了良好的基礎(chǔ),。外圓磨床的附件可以擴(kuò)大其使用范圍,如內(nèi)圓磨削和錐面磨削,。威海立式外圓磨床批發(fā)
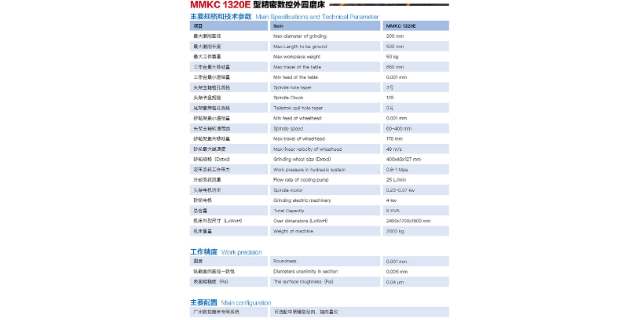
拖板進(jìn)給機(jī)構(gòu)由帶減速裝置的西門子交流伺服電機(jī)和經(jīng)過精確預(yù)拉伸精密滾珠絲桿副組成,由數(shù)控系統(tǒng)通過交流伺服電機(jī)和圓光柵實現(xiàn)拖板的閉環(huán)位置控制,。拖板采用滾珠絲桿傳動,與國內(nèi)外同類磨床所采用的傳統(tǒng)齒輪齒條傳動相比,,具有機(jī)械傳動鏈短、運動平穩(wěn),、傳動精度高、間隙小等優(yōu)點,。伺服電機(jī)及其控制系統(tǒng)磨床所有伺服電機(jī)全部采用西門子全數(shù)字化交流伺服電機(jī),,精度高可靠性高,。頭架控制系統(tǒng)頭架采用西門子1PH7型交流主軸電機(jī)驅(qū)動,內(nèi)裝西門子Sine/Cos1Vpp,,2048S/R光電編碼器,完成頭架速度及位置的閉環(huán)控制,。頭架可實現(xiàn)正向和反向旋轉(zhuǎn)以及撥盤角度自動定位。交流主軸電機(jī)的采用使頭架電機(jī)的維護(hù)工作量減少,。針對軋輥驅(qū)動的特點頭架采用了低額定轉(zhuǎn)速,、大啟動扭矩的交流主軸電機(jī),在保證重型軋輥啟動需要的同時節(jié)約寶貴的能源,。砂輪控制系統(tǒng)砂輪采用西門子1PH7型交流主軸電機(jī)驅(qū)動,內(nèi)裝西門子Sine/Cos1Vpp,,2048S/R光電編碼器,,完成砂輪速度及位置的閉環(huán)控制,。砂輪可實現(xiàn)正向和反向旋轉(zhuǎn)以及角度自動定位。另外,,交流主軸電機(jī)的采用極大地方便了砂輪電機(jī)的維護(hù),。砂輪采用了高達(dá)100KW的交流主軸電機(jī),,保證了磨床具有強(qiáng)力磨削能力,滿足用戶的軋輥快速大負(fù)荷加工要求。煙臺二手外圓磨床砂輪修整器的精度對外圓磨床的加工精度有重要影響,。
“九五”及2010年前我國數(shù)控機(jī)床的發(fā)展方針是:重點抓好六類主機(jī):數(shù)控車床、加工中心,、數(shù)控磨床,、數(shù)控鍛壓機(jī)床,、數(shù)控重型機(jī)床和數(shù)控精密電加工機(jī)床。集中突破數(shù)控系統(tǒng),;發(fā)展普及型,提高可靠性,;內(nèi)外結(jié)合,,以我為主,,實現(xiàn)我國數(shù)據(jù)控機(jī)床產(chǎn)業(yè)化?!熬盼濉逼陂g,重點提高可靠性,,增加品種,,普及型數(shù)控系統(tǒng)和數(shù)控機(jī)床實現(xiàn)經(jīng)濟(jì)規(guī)模生產(chǎn),。到2000年數(shù)控機(jī)床品種發(fā)展到1000種,其中有100種達(dá)到90年代初國際水平,。數(shù)控機(jī)床及數(shù)控系統(tǒng)的平均無故障時間達(dá)到10000小時,,年產(chǎn)量達(dá)到20000臺,普及型產(chǎn)品基本立足國內(nèi),。磨床能加工硬度較高的材料,如淬硬鋼,、硬質(zhì)合金等;也能加工脆性材料,,如玻璃,、花崗石,。磨床能作高精度和表面粗糙度很小的磨削,也能進(jìn)行高效率的磨削,,如強(qiáng)力磨削等。十八世紀(jì)30年代,,為了適應(yīng)鐘表,、自行車,、縫紉機(jī)和等零件淬硬后的加工,英國,、德國和美國分別研制出使用天然磨料砂輪的磨床。這些磨床是在當(dāng)時現(xiàn)成的機(jī)床如車床,、刨床等上面加裝磨頭改制而成的,,它們結(jié)構(gòu)簡單,,剛度低,磨削時易產(chǎn)生振動,,要求操作工人要有很高的技藝才能磨出精密的工件。1876年在巴黎博覽會展出的美國布朗-夏普公司制造的外圓磨床,,是具有現(xiàn)代磨床基本特征的機(jī)械,。
實現(xiàn)磨削加工的全閉環(huán)控制,。數(shù)控系統(tǒng)具有磨削過程程序變換,工件品質(zhì)管理,,機(jī)床狀態(tài)監(jiān)控,,故障自診斷及異常報警等*方位的控制功能,,菜單式界面輸入簡便。床身的使用與調(diào)整床身是一個箱形結(jié)構(gòu)的鑄件,。床身前部作油池用。電氣設(shè)備置于床身的后右部,,油泵裝置裝在床身后部的壁上,。2,、工作臺的使用與調(diào)整工作臺主要由上臺面和下臺面組成,。放松上臺面兩壓板的內(nèi)六角螺釘,轉(zhuǎn)動調(diào)整把手,,上臺面可在規(guī)定范圍內(nèi)回轉(zhuǎn),,用以調(diào)整工件的錐度,。在上臺面轉(zhuǎn)到所需的角度后,要將兩壓板的內(nèi)六角螺釘扳緊,,才可以磨削,。右壓板上的標(biāo)牌有兩種刻度標(biāo)示,,一種表示錐度,一種表示比例,。當(dāng)上臺面轉(zhuǎn)動大于6度時,砂輪架必須相應(yīng)轉(zhuǎn)一定角度,,以免尾架和砂輪架碰撞,。3、頭架的使用與調(diào)整頭架由頭架箱和頭架底板組成,頭架箱可繞頭架底板上的軸回轉(zhuǎn),,回轉(zhuǎn)的角度可從刻度牌上讀出,。頭架撥盤通過皮帶輪與變頻器可實現(xiàn)分段無極調(diào)速。頭架電動機(jī)一端的三角膠帶的預(yù)緊力,,由移動頭架電動機(jī)來調(diào)節(jié),。頭架撥盤上的多楔帶的預(yù)緊力由轉(zhuǎn)動偏心套來調(diào)節(jié),。轉(zhuǎn)動偏心套時要先放松緊定螺釘,,偏心套轉(zhuǎn)到合適位置后,,再把緊定螺釘扳緊,。頭架主軸與軸承的間隙通過轉(zhuǎn)動刻度套來調(diào)節(jié),,刻度套順時針方向轉(zhuǎn)動,間隙增大,。外圓磨床的加工精度直接影響工件的質(zhì)量和性能,。

需要重新修整磨削輪和導(dǎo)輪[1]圓柱度誤差工件有圓度誤差是因為在磨削過程中,工件中心的實際運動軌跡偏離理論運動軌跡直線,,工件在水平面內(nèi)轉(zhuǎn)動及導(dǎo)輪修整不正確等應(yīng)更具具體情況進(jìn)行修整,例如磨削輪太軟,,磨損不均勻,,應(yīng)該增加修整次數(shù)或者增加磨削次數(shù)[1]細(xì)腰形或腰鼓形1.工件產(chǎn)生細(xì)腰形①前導(dǎo)板均偏向于磨削輪一側(cè),,工件進(jìn)入或推出磨削區(qū)域時呈傾斜狀態(tài),磨削輪端角將工件中部磨去較多,。調(diào)整前后導(dǎo)板至正確位置②導(dǎo)輪修整呈中間凹下狀,,切入法磨削時磨削輪修整中間凸出,,均導(dǎo)致工件呈細(xì)腰形,。正確修調(diào)導(dǎo)輪和磨削輪,消除凹凸現(xiàn)象[1]2.工件產(chǎn)生腰鼓形①前后導(dǎo)板均偏向于導(dǎo)輪,,工件傾斜進(jìn)入磨削區(qū),使前端磨去較多,;工件將要推出磨削區(qū)時,,使后端磨去較多,。需正確調(diào)整前后導(dǎo)板,。②前,、后導(dǎo)板均低于導(dǎo)輪外圓表面,,工件進(jìn)入磨削區(qū)時。會被導(dǎo)輪將其前端抬起,,使工件向磨削輪傾斜,;當(dāng)工件退出磨削區(qū)域時,也會使工件傾斜,,尾部向磨削輪翹起,使工件兩端磨去較多,,呈腰鼓形。應(yīng)正確調(diào)修前,、后導(dǎo)板,,使其不低于導(dǎo)輪外圓表面,。③導(dǎo)輪表面修整成中間凸起或磨削輪表面修整成中間凹下(切入磨法磨削),,均使工件磨成腰鼓形,。表面修調(diào)兩輪,,消除導(dǎo)輪和磨削輪表面的凹凸現(xiàn)象,。外圓磨床在機(jī)床工業(yè)中具有重要地位,是實現(xiàn)零件精密加工的關(guān)鍵設(shè)備,。宿遷小型外圓磨床加工
外圓磨床在加工過程中需要控制砂輪與工件的接觸壓力,以保持砂輪的形狀和精度,。威海立式外圓磨床批發(fā)
在程序編輯方式對當(dāng)前程序進(jìn)行修改或?qū)ζ渌绦蜻M(jìn)行后臺編輯;也可將控制方式選擇至“手輪方式”,通過搖動手輪使刀具移動,從而改變加工點的位置。后臺編輯功能方便操作者在加工過程中對所加工的零件進(jìn)行修改,簡化了操作過程,。但這種簡化,卻給安全操作帶來了一個嚴(yán)重隱患,在教學(xué)實踐中,易出現(xiàn)學(xué)生誤操作,。當(dāng)控制方式選擇至“自動循環(huán)”方式時,如果機(jī)床卡盤未夾緊或尾架沒有頂出(即機(jī)床未準(zhǔn)備好)的情況,按下“循環(huán)啟動”鍵,機(jī)床不操作,。此時將控制方式選擇至“手工操作”,使機(jī)床卡盤夾緊,、尾架頂出(即機(jī)床準(zhǔn)備好),則剛剛所選的“循環(huán)啟動”命令有效,程序自動執(zhí)行,。如果此時操作者正在上料,手還未離開工件,程序中又存在主軸啟動指令,則操作者極易傷手,甚至可能出現(xiàn)嚴(yán)重安全事故。解決方法如下:生產(chǎn)廠家調(diào)整系統(tǒng)梯形圖,使“循環(huán)啟動”鍵的啟動條件改變,即需在“卡盤夾緊”,、“尾架頂緊”都準(zhǔn)備好的情況下,在“自動循環(huán)”或“MDI”方式下“循環(huán)啟動”鍵才能發(fā)生作用,缺少其中任何一個都無效?!盎颉钡年P(guān)系轉(zhuǎn)換成卡盤夾緊→尾架頂緊→自動方式→循環(huán)啟動“并列”關(guān)系,。不過這種更改將會使“后臺編輯功能”失去作用,對于操作者需要邊加工邊更改程序時會帶來困難,。威海立式外圓磨床批發(fā)
上海新釤機(jī)床有限公司匯集了大量的優(yōu)秀人才,集企業(yè)奇思,,創(chuàng)經(jīng)濟(jì)奇跡,一群有夢想有朝氣的團(tuán)隊不斷在前進(jìn)的道路上開創(chuàng)新天地,,繪畫新藍(lán)圖,,在上海市等地區(qū)的機(jī)械及行業(yè)設(shè)備中始終保持良好的信譽(yù),信奉著“爭取每一個客戶不容易,,失去每一個用戶很簡單”的理念,,市場是企業(yè)的方向,,質(zhì)量是企業(yè)的生命,在公司有效方針的領(lǐng)導(dǎo)下,,全體上下,,團(tuán)結(jié)一致,,共同進(jìn)退,,**協(xié)力把各方面工作做得更好,,努力開創(chuàng)工作的新局面,公司的新高度,,未來上海新釤機(jī)床供應(yīng)和您一起奔向更美好的未來,,即使現(xiàn)在有一點小小的成績,,也不足以驕傲,,過去的種種都已成為昨日我們只有總結(jié)經(jīng)驗,才能繼續(xù)上路,,讓我們一起點燃新的希望,放飛新的夢想,!