



本發(fā)明涉及材料加工鍛造領(lǐng)域,,具體地涉及一種合金鑄錠的鍛造方法,。背景技術(shù):鑄錠開坯是變形高溫合金熱加工鍛造的首道工序,,其目的包括兩個(gè)方面,,一是破碎鑄態(tài)組織獲得均勻細(xì)小的等軸晶組織,,提高材料塑性;二是改變鑄錠幾何形狀以便進(jìn)行下一步的加工。對(duì)于部分難變形高溫合金鑄錠,,由于添加大量的合金化元素,,需要制備直徑小于350mm鑄錠,合金在凝固過程中元素偏析會(huì)降低,,材料化學(xué)成分和組織均勻性會(huì)提高,,為保證鑄錠總質(zhì)量滿足后續(xù)終的產(chǎn)品需求,因此需要生產(chǎn)高徑比大于,。對(duì)于直徑在350mm以內(nèi)的高溫合金鑄錠,,通常長(zhǎng)度不超過直徑的,因?yàn)楫?dāng)鑄錠高度與直徑之比超過,,鐓粗時(shí)會(huì)發(fā)生失穩(wěn)現(xiàn)象,,或?qū)е屡髁涎砍霈F(xiàn)折疊引起大量物料的損失,失穩(wěn)后若校直會(huì)引起鑄錠表面開裂,,給開坯過程帶來困難,,造成物料的損失,材料的組織達(dá)不到理想要求,。技術(shù)實(shí)現(xiàn)要素:本發(fā)明的目的是提供一種合金鑄錠的鍛造方法,,以解決大高徑比合金鑄錠不容易開坯鍛造的問題。為了實(shí)現(xiàn)上述目的,,本發(fā)明一方面提供一種合金鑄錠的鍛造方法,,其中,所述合金鑄錠為圓柱狀,,所述鍛造方法包括:步驟一,、準(zhǔn)備n個(gè)管狀的、內(nèi)徑不同的模具和一一對(duì)應(yīng)的n個(gè)沖頭,,n大于等于3,。鋁材鍛造 ,就選昆山市全順鋁材鍛造有限公司,,有想法的可以來電咨詢,!甘肅醫(yī)療配件鋁鍛

談鍛造鎂合金的優(yōu)勢(shì):1.其他答案中提到的降低簧下質(zhì)量所帶來車身重量降低,以及隨之而來的好處—更高的燃油效率,,即省油,,以及更高的加速與制動(dòng)性能。2.鍛造方法中鋁材并未經(jīng)過固體-液體-固體的形態(tài)變化,,避免了雜質(zhì)的沁入和分子結(jié)構(gòu)的反復(fù)變化導(dǎo)致的密度降低,,以及模具成型方法所難以避免的疏松、氣孔等缺陷,。所以相比于鑄造輪轂,,鍛造輪轂的分子結(jié)構(gòu)更緊密、其強(qiáng)度更高,分子間隙小,,同樣尺寸的輪轂所使用的材料更少,,所以質(zhì)量更輕。3.高減振特性:鎂合金材料具有較高的阻尼系數(shù),,是鋁合金的15倍,,鋼的60倍。阻尼系數(shù)越大,,振幅衰減越快,,減振性能越好。使用鎂合金輪轂可減少汽車引擎,、懸吊托架及變速箱的震動(dòng),,提高其使用壽命;同時(shí)也提高了汽車行駛過程中的平穩(wěn)性,、安全性和舒適性,。4.美觀。這一點(diǎn)見仁見智,,但普遍來說由于2中所述的鍛造輪轂度的特點(diǎn),,使其在造型上可以選擇更簡(jiǎn)潔、纖細(xì)的造型,,鍛造鎂合金輪轂雖好,,但也有其局限:1.不耐腐蝕。由于鎂合金本身不耐腐蝕的特性,,導(dǎo)致鎂合金輪轂在制造過程中對(duì)防腐工藝的要求很高,。2.鍛造方式的低成品率和高企的鍛造機(jī)器價(jià)格(德國(guó)鍛壓機(jī)500萬歐元),導(dǎo)致鍛造輪轂高昂的價(jià)格(2000美金一只,,重力鑄造130美金,。江蘇溫鍛鋁鍛昆山市全順鋁合金鍛造有限公司為您提供鋁合金鍛造 ,有想法的不要錯(cuò)過哦,!
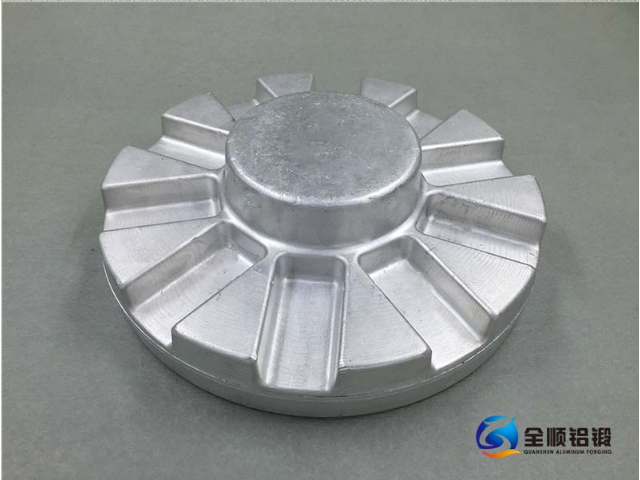
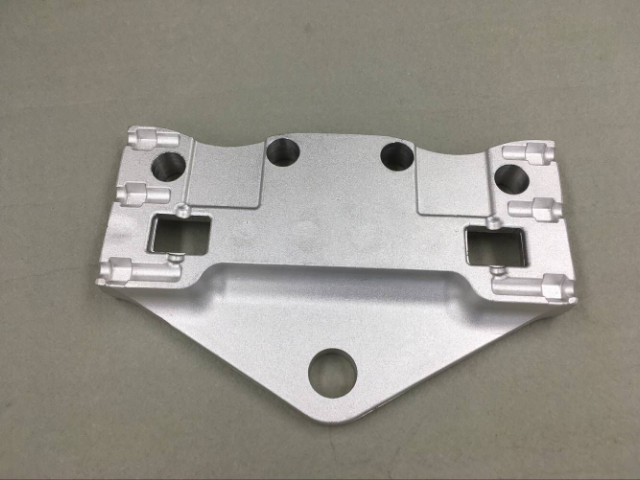
為了達(dá)到汽車減重的效果,,發(fā)達(dá)國(guó)家不斷加大對(duì)鋁合金鍛造材料及其工藝的研發(fā)力度,鋁合金具有密度小,、比強(qiáng)度高,、加工性好等優(yōu)點(diǎn),近幾年鋁合金鍛件的應(yīng)用增速迅猛,。高性能和形狀復(fù)雜的鋁合金鍛件也對(duì)鋁合金鍛造企業(yè)提出了更高的要求,。開發(fā)建造了多條全自動(dòng)和半自動(dòng)的鋁合金鍛造生產(chǎn)線,典型的鋁合金鍛件輕量化已經(jīng)成為汽車產(chǎn)業(yè)發(fā)展的重要方向和必然趨勢(shì),,在汽車的底盤懸掛部分(鋁合金控制臂鍛件和鋁合金轉(zhuǎn)向節(jié)鍛件)如圖1所示,得到了很好的應(yīng)用。轉(zhuǎn)向節(jié)是連接輪轂和懸架控制臂,,承受汽車前部載荷,,支承并帶動(dòng)前輪繞主銷轉(zhuǎn)動(dòng)而使汽車轉(zhuǎn)向,確保汽車穩(wěn)定行駛并靈敏傳遞行駛方向,。在汽車行駛狀態(tài)下,,轉(zhuǎn)向節(jié)需要承受著復(fù)雜多變的載荷工況。因此,,對(duì)轉(zhuǎn)向節(jié)的剛度和強(qiáng)度與安全系數(shù),,有著很高的要求。選用鋁合金作為加工制造轉(zhuǎn)向節(jié)的材料,,一方面可以減輕汽車重量,,提高燃油經(jīng)濟(jì)性的優(yōu)化。另一方面鋁合金鍛件的產(chǎn)品性能要遠(yuǎn)遠(yuǎn)優(yōu)于其他產(chǎn)品,。圖1典型的鋁合金鍛件鋁合金鍛件的生產(chǎn)工藝特點(diǎn)鋁合金鍛件的生產(chǎn)工藝環(huán)節(jié)包括:坯料下料自動(dòng)上料加熱制坯預(yù)成形及壓彎預(yù)鍛和終鍛切邊固溶時(shí)效處理及后處理,。歐洲的模具材料采用,國(guó)內(nèi)多采用H13,;懸掛件鋁合金鍛件原材料采用6082,、6110等。
鋁鍛件需要每片都是分歧的沒有任何多孔性,、多余空間,、內(nèi)含物或其他瑕疵。這類方法消費(fèi)的元件,,強(qiáng)度與重量比有一個(gè)高的比率,。這些元件普通被用在飛機(jī)結(jié)構(gòu)中。蘭溪市同力鋁業(yè)股份有限公司提醒,,正式因?yàn)殇X鍛件可伸展長(zhǎng)度,,可收縮橫截面;可收縮的長(zhǎng)度,、可伸展的橫截面,;可改變的長(zhǎng)度、可改變的橫截面,。所以,,被在各行各業(yè)影響,適合機(jī)械,,治金,,工程等領(lǐng)域中。蘭溪市同力鋁業(yè)股份有限公司長(zhǎng)期致力于鋁合金鍛造事業(yè),,擁有30多年的鋁合金制品加工經(jīng)驗(yàn),,承接各類鋁合金(包括6061,、,6082,、,,2014,,、7075等)鍛造產(chǎn)品的開發(fā)加工及生產(chǎn),。公司現(xiàn)有1000T、630T,、400T鍛造生產(chǎn)線5條(其中一條為精鍛線),,專業(yè)熱處理線5條,有以15臺(tái)CNC加工中心為主要加工設(shè)備的機(jī)械加工能力,,有滿足不同工藝要求的鋁合金氧化線4條,,擁有一套完整的鋁合金深加工設(shè)備和一系列配套的專業(yè)檢測(cè)設(shè)備,能夠滿足顧客的各種需求,。蘭溪市同力鋁業(yè)股份有限公司經(jīng)過多年的發(fā)展,,已經(jīng)得到了越來越多客戶的認(rèn)可和信任,哈雷摩托,,錢江摩托,,捷安特等都是我們長(zhǎng)期穩(wěn)定的客戶。同力鋁業(yè)股份有限公司熱烈歡迎國(guó)內(nèi)外客戶前來參觀指導(dǎo),,洽談業(yè)務(wù),,希望成為您誠(chéng)摯的合作伙伴!哪家鋁合金鍛造質(zhì)量比較好一點(diǎn),?
鋁鍛件是金屬在施加壓力,,顛末塑性變形塑造請(qǐng)求的形狀或合適的收縮力的物件。這類氣力典范的顛末使用鐵錘或壓力來實(shí)現(xiàn),。鑄件歷程建筑了精巧的顆粒構(gòu)造,,并改進(jìn)了金屬的物理屬性。零部件的幻想使用中,,一個(gè)正確的想象能使顆粒流在主壓力的標(biāo)的目的,。金屬熱處理的加熱方法很多,早是采用木炭和煤作為熱源,,進(jìn)而應(yīng)用液體和氣體燃料,。電氣應(yīng)用使加熱易于控制,且無環(huán)境污染,。利用這些熱源可以直接加熱,,也可以通過熔融的鹽或金屬,以至浮動(dòng)粒子進(jìn)行間接加熱,。下面我們一起來了解一下鋁鍛件熱處理中淬火及退火的目的及功效,。一,、淬火目的及用途:1、提高零件的強(qiáng)度并保持高的塑性,。2,、提高100℃一下工作鋁鑄件的耐腐蝕性;用于受動(dòng)荷載沖擊作用下的鋁鑄件,。說明:當(dāng)鋁鑄件要求獲得強(qiáng)度時(shí),鋁鑄件從淬火后到機(jī)械加工前,,至少需要保存4晝夜,。T4亦表示淬火并自然時(shí)效,淬火溫度約為500~535℃,,鋁鎂系合金淬火溫度約為435℃,。二、退火目的及用途:1,、消除鋁鑄件的鑄造應(yīng)力和機(jī)械加工過程中引起的加工硬化,。2、提高塑形,。用于要求使用過程中對(duì)尺寸要求很穩(wěn)定的鋁合金鑄造件,。適用鑄造鋁合金ZL101,ZL102。說明:退火溫度大約是280~300℃,,保溫2~4h,。哪家的鋁合金鍛造性價(jià)比比較高?浙江自行車配件鋁鍛
昆山市全順鋁合金鍛造有限公司是一家專業(yè)提供鋁合金鍛造 的公司,,有想法的可以來電咨詢,!甘肅醫(yī)療配件鋁鍛
步驟二、按照所述模具的內(nèi)徑從小到大的順序,,依次將所述合金鑄錠放入所述模具中并通過對(duì)應(yīng)的所述沖頭沖壓,、鐓鍛所述合金鑄錠??蛇x擇的,,在步驟二中,將所述模具和對(duì)應(yīng)的所述沖頭加熱到預(yù)定溫度,,并保溫預(yù)定時(shí)間,;將所述合金鑄錠加熱到鍛造溫度后放入所述模具中;使用對(duì)應(yīng)的所述沖頭沖壓,、鐓鍛所述模具中的合金鑄錠,,直到合金鑄錠的外周與所述模具的內(nèi)周吻合;從所述模具中取出所述合金鑄錠,,并將合金鑄錠保溫存放,,其中,,按照所述模具的內(nèi)徑從小到大的順序,通過以上步驟對(duì)所述合金鑄錠進(jìn)行鍛造處理,??蛇x擇的,在步驟二中,,在所述模具的內(nèi)壁上涂覆潤(rùn)滑劑,。可選擇的,,所述模具包括大端和小端,,所述模具的內(nèi)徑從所述大端向所述小端逐漸減小,在步驟二中,,以大端朝上的方式放置所述模具,,將所述合金鑄錠放置在所述模具中,所述合金鑄錠的高度大于所述模具的高度,;使用快鍛機(jī)通過所述沖頭從上向下沖壓,、鐓鍛所述合金鑄錠,直到所述合金鑄錠與所述模具等高,;調(diào)轉(zhuǎn)所述模具使得所述小端朝上,,使用快鍛機(jī)通過所述沖頭沖壓所述合金鑄錠,直到所述合金鑄錠的外周與所述模具的內(nèi)周吻合,??蛇x擇的,在步驟二中,,使用軟包套包裹所述合金鑄錠后放入所述模具中,。可選擇的,。甘肅醫(yī)療配件鋁鍛